金型内のかじり

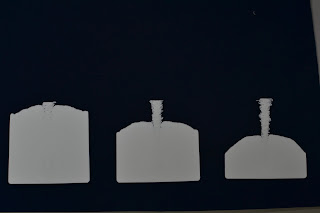
今回はプラスチック射出成形時に見られる金型のトラブルに スポットを当ててみたいと思います。 不具合が生じる前にどのような傾向があったかを観察することによって 得た経験値なので、少しポイントがずれているかもしれません。 と前書きさせて下さい。 成形時に何回も金型を開いたり閉じたりしていると 「かじり」という現象が起こることがあります。 かじりとは以下の写真のような状態です。 かじりが起こる主たる要因として摩擦(熱)があげられます。 金型では開閉時に、擦れあう部分が含まれています。 擦れる部分の摩擦が強くなると、金属表面でほんの少しの凝着や剥離が起こります。 この「ほんの少し」というのがポイントなんです。 ほんの少しだけ組織から剥がれたり、他にくっついた部分が 次に擦れる時に研磨剤の役割をします。 すると、更に深い傷をつけて擦れて剥がれて・・・ という事を繰り返すうちにかじりという現象が起こってしまいます。 もう一度先程の写真を。 右側の大きな傷はかじり。 左側にある小さい点はまだ「ほんの少し」の状態です。 この「ほんの少し」が起こってしまえばかじりが発生する確率が非常に高くなります。 かじりは傷が深くなってしまっては、処置が大変ですが早期に気付けば、 傷が浅い状態で対策が練れます。 成形時、特にトライ成形時に金型の状態をよく観察することが大切だと思います。 金型上での対策としては摩擦抵抗を減らす事です。 摩擦係数の少ない鋼材を使う、(表面)硬度を上げる、摺動する部分を 触れるか触れないかぎりぎりの精度で金型を作る以外にも 潤滑性の良いコーティングや、溶剤を塗布する事もあります。 ・・・しかし上記の対策をとっても台無しにしてくれるものがあるんです。 それが、熱膨張と金属の軟化温度です。 金型製作時に使われる環境をいかに把握できるかも大切なポイントになってくるでしょう。 この辺は資料ができたら説明してみたいと思います